近年来激光焊接在多领域中有了广泛的应用,包含电讯业、钣金加工、建材、造船、厨卫、石化行业、首饰、广告、3C消费电子、轨道交通、科学研究、机械设备等诸多行业。 相对应的各种激光加工设备也应运而生,而铝、铜作为工业制造中的基础材料,使用激光加工必定是趋势所向。而随着科学技术的不断发展,这类材料使用激光焊接所会出现的问题也逐渐显露,就拿现有激光器焊接铝、铜这类高反材料来说常见的问题有:
1、铝合金焊接常见问题
在大功率激光的作用下,铝合金激光深熔焊缝的主要缺陷是气孔、表面塌陷和咬边,其中表面塌陷、咬边缺陷可以通过激光填丝焊接或激光电弧复合焊接改善;而焊缝气孔缺陷控制则比较困难。
现有的研究结果表明:铝合金激光深熔焊接存在两类特征气孔,一类为冶金气孔,同电弧熔化焊一样,由于焊接过程材料污染或空气侵入所导致的氢气孔;另一类为工艺气孔,是由于激光深熔焊接过程所固有的小孔不稳定波动所致。
在激光深熔焊过程中,小孔因液体金属粘滞作用往往滞后于光束移动,其直径和深度受等离子体/金属蒸汽的影响产生波动,随着光束的移动和熔池金属的流动,未熔透深熔焊接因熔池金属流动闭合在小孔尖端出现气泡,全熔透深熔焊接则在小孔中部细腰处出现气泡。气泡随液体金属流动而迁移、翻滚,或逸出熔池表面,或被推回到小孔,当气泡被熔池凝固、被金属前沿俘获,即成为焊缝气孔。
显然冶金气孔主要靠焊前表面处理控制和焊接过程合理的气保护所控制,而工艺气孔关键就是保证激光深熔焊接过程小孔的稳定性。
2、紫铜焊接常见问题
而铜这一类材料更是激光焊接中的难点,就拿紫铜来说,常见的问题就有:
1.难融合和易变性:由于紫铜的导热系数比较大,焊接时热量传输速度很快,焊接件整体的热影响区也大,很难将材料融合在一起;又由于紫铜的线膨胀系数很大,焊接受热时,夹具夹紧力度不当都会使材料发生变形。
2.易出现气孔:紫铜焊接时会产生的另一个重要问题是气孔,尤其是深熔焊接时更严重。气孔的产生主要是两种情况导致的,一种是氢元素溶解在紫铜中而直接产生的扩散性气孔,另外一种是氧化还原反应带来的反应气孔。
3.室温下紫铜对红外激光的吸收率约为5%,加热到熔点附近后吸收率能够达到20%左右,要实现紫铜的激光深熔焊接,就必须提高激光功率密度。
HMB多波长复合激光器,又叫环形光斑激光器,可灵活调整输出光束模式参数。核心光束输出光纤直径35μm/50μm,输出功率可达4000W,外围光束输出光纤直径300μm-500μm,输出功率可达4000W。
HMB激光器作用于焊接时,外围光束可使材料匙孔周围温度梯度更为平缓,再通过核心光束进行深熔焊接,焊接时匙孔更加稳定,从而有效提高焊接质量和焊接效率,并且可以降低材料气孔和飞溅的产生。
铭镭激光与创鑫激光合作,进行对HMB多波长复合激光器针对铝合金、紫铜在实际焊接应用中的测试。
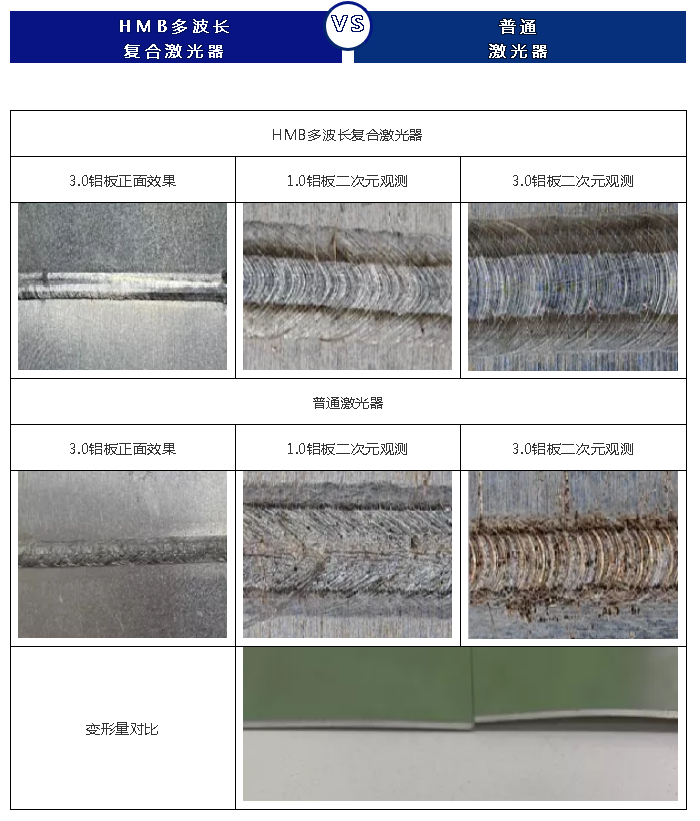
▲铝合金焊接测试效果对比
1.使用环形光斑激光器因为拥有外围光束能够使板材预热,增加高反材料对激光的吸收,核心光束更具有穿透性,使材料更容易融透到背面。
2.焊接表面效果非常漂亮,焊缝平整美观,不容易凹陷下去。
3.环形光斑的焊接后材料相融的更加密集均匀,外围光束加热后焊接不易突出,焊接时匙孔稳定,能够减少飞溅的产生。
4.焊接后匙孔周围温度梯度平缓,不易产生热裂纹。

▲紫铜焊接测试效果对比
紫铜经过外围光束的预热后焊接效果明显要比直接焊接效果更好,使紫铜增加对激光的吸收率,材料相熔更充分,能够减少气孔的产生。
从背面能够看出材料受热更加均匀焊接的质量较高。
通过二次元观测能够发现环形光斑的能量密度更高也更均匀,能使材料焊接后强度更高,不易产生气孔,焊接后变形量也更少。
环形光斑激光器加工的优势
1.经过预热能够增加焊缝的宽度、深度。
2.经过外围光束的预热后,能够使铜、铝这类高反材料增加光束的吸收率,再通过核心光束的焊接能提高焊接表面的成型质量,表面平滑。
3.能量密度高,焊接成型后牢固度更高。
4.通过调整外围光束和核心光束的功率大小,能够减少焊接飞溅。
5.1080nm、975nm、915nm多波长光路。
 扫描关注我们
扫描关注我们