喷嘴出口孔与激光束的同轴度是影响切割质量优劣的重要因素之一,尤其是切割的工件越厚时,它的影响就更大。因此,必须调整喷嘴中心与激光的同心度,以获得更好的切割断面。
喷嘴中心与激光束中心不同轴时,对切割质量的影响
1.切割气体从喷嘴中心喷出,作用在切割板材。分别根据X轴和Y轴的正负方向,可以把激光光斑分成四个区域,当激光不在喷嘴中心时,易出现四个断面效果不一致,如碳钢厚板小喷嘴切割,有些面亮面效果,有些面条纹粗,甚至挂渣或切不断。
2.万瓦切割碳钢亮面效果,目前都采用小喷嘴结合高焦点工艺,激光不在喷嘴中心,轻微易导致喷嘴发热,影响随动,不能稳定加工,严重直接烧毁喷嘴。
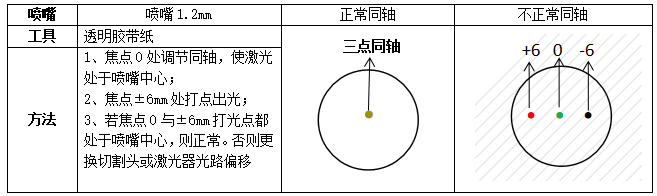
喷嘴与激光束同轴度调试方法
喷嘴种类
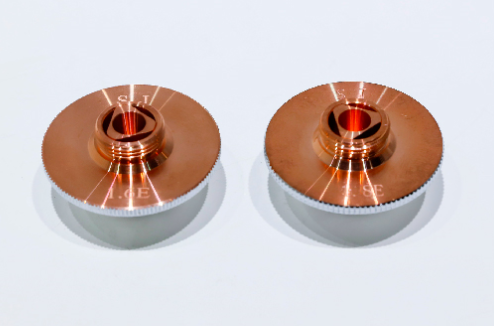
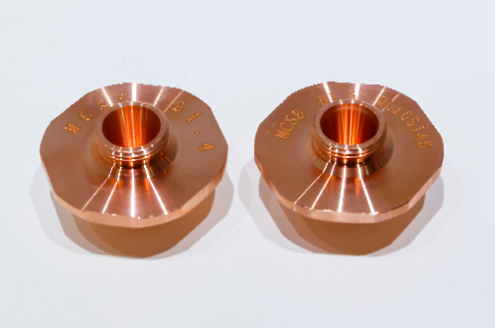
一般激光切割喷嘴分为单、双层,单层喷嘴用于熔化切割,即用氮气做辅助气体,通常用于切割不绣钢、铝合金、黄铜等;双层喷嘴一般用于氧化切割,即使用氧气作辅助气体,通常用于切割碳钢。
双层高速E型喷嘴▲
单层喷嘴 ▲
喷嘴尺寸选择
喷嘴直径大小决定了进入切口的气流形状、气体扩散面积、气体流速,从而影响了熔融物去除、切割稳定情况。进入切口的气流量大、速度快、工件在气流中的位置恰当,喷射去除熔融物的能力越强。
用户根据所用激光器功率和所切金属板材厚度,进行喷嘴尺寸的选择。理论上,板材越厚,喷嘴应使用越大,比例阀设置压力越大,流量越大,确保压力,才能切割出正常断面效果。
不同功率喷嘴选择
激光器功率≤6000W
切割碳钢,喷嘴规格直径一般为双层S1.0~5.0E;切割不锈钢,选用普通规格单层喷嘴;
创鑫6000W切割效果

16mm20mm不锈钢 ▲

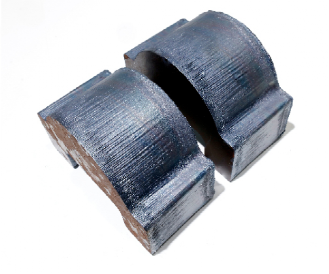
20mm25mm磨砂碳钢▲
切割碳钢,10~25mm碳钢亮面切割,选用切割喷嘴规格直径一般为双层高速E型S1.2~1.8E;单层扇型直径一般选用D1.2~1.8;切割不锈钢,选用普通规格单层喷嘴;
创鑫15000W切割效果

25mm30mm亮面碳钢▲
50mm碳钢▲
16mm不锈钢▲

60mm不锈钢▲
本文由小编Sarah撰写,更多详情请登录http://www.szruitao.cn/
电话:17625309685
传真:0512-55178880
邮箱:rt_luorui@rt-tec.cn
地址:昆山市开发区百富路88号百富商务花园9号楼3F
 扫描关注我们
扫描关注我们